

以下是:昭通市大关县绗磨管工厂-厂家的产品参数【九冶】业务覆盖多元场景,提供以下产品和服务:昭阳绗磨管满足您多种采购需求、鲁甸绗磨管现货交易等。绗磨管工厂-厂家,九冶管业(昭通市大关县分公司)为您提供绗磨管工厂-厂家产品案例,联系人:李经理,电话:【0527-88266888】、【0527-88266888】。 云南省,昭通市,大关县 2019年12月6日,入选全国农民合作社质量整县推进试点单位。2020年5月17日,大关县符合贫困县退出条件,批准退出贫困县。
我们的现场实拍视频将带您走进绗磨管工厂-厂家产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:昭通大关绗磨管工厂-厂家的图文介绍
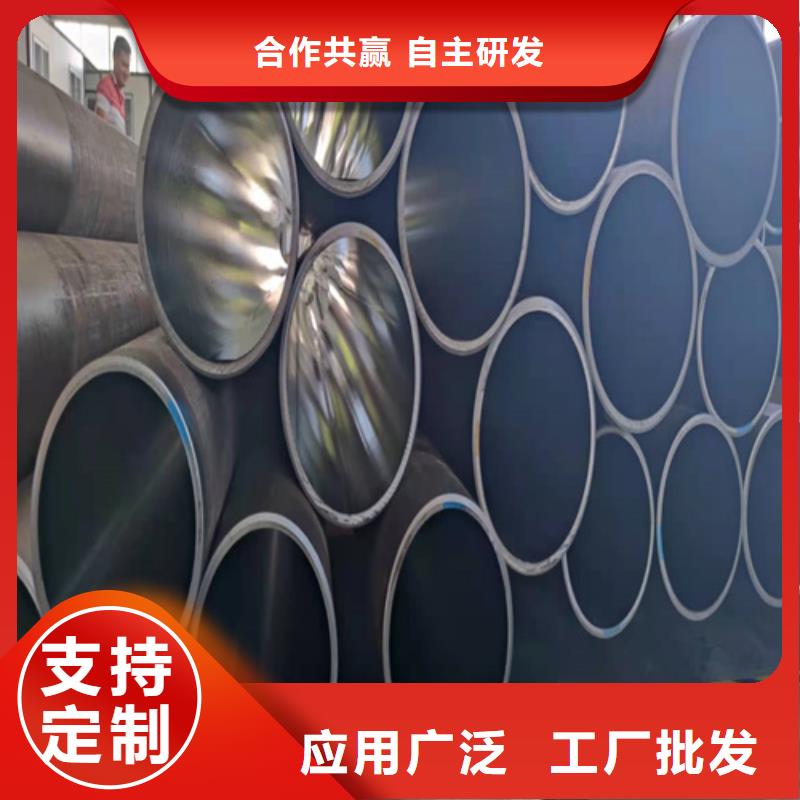
绗磨管厂滚压具有以下特点:(1)生产效率高:用传统的方法生产一根内径420毫米,12米长的缸筒需154小时,用冷拔方法生产只需4分钟。(2)率高:由于镗孔的滚压头兼起导向作用,在切削过程中,毛坯管由于自重产生挠度,致使滚压头和镗刀走偏,造成废品。率只能达到60%左右,而用冷拔方法生产,率可达95%以上。(3)金属利用率高:用传统的镗孔方法制造缸体,金属利用率只有50-70%。用拉拔方法生产时,金属不但不被切削成铁末,反而可以得到30%的延伸,金属利用率可达95%。(4)能改善成品管金属的机械性能:用拉拔方法生产,使毛坯得到30%以上的塑性变形,由于加工硬化而使成品管金属的强度限大为提高。一般在成品管内层强度限提高达60%。高精度冷拔管是用无缝热轧钢管、直缝焊管为坯料,经过化学处理后在专用冷拔机上,通过特种变形原理设计的模具进行拉拔,生产出高精度管。其尺寸精度达H10~H8,直线度达0.35~0.5mm/m,表面粗糙度达Ra1.6-0.4。
昭通大关九冶管业有限公司交通十分便利,地理位置好,是一家集研究、开发、生产和销售 绗磨管为主的科研型企业。 我公司主要生产 绗磨管等高性能产品。昭通大关九冶管业有限公司 绗磨管产品品种齐全,质量可靠,供货及时,售后体系完善, 绗磨管产品已销往我国三十多个省、市、自治区,并出口韩国、俄罗斯、日本、意大利等十几个地区,深受用户信赖。
珩磨油缸管余勇深有感触地说,珩磨油缸管改革前的“阵痛”,但蝴蝶成长的烦恼。涅槃是一种痛苦凤凰浴火重生,只要我们看看它与发展的角度来看,把它和使用改革,将能够成功地找到解决“阵痛”食谱。在整个“关闭”,中国珩磨油缸管业将在更广阔的发展空间,迎来。珩磨油缸管珩磨油缸管活跃的资讯媒体不仅可以切割珩磨油缸管作为中国的大型企业,国有骨干企业之一,落实责任,发挥能力的工作要求;珩磨油缸管也加快了转型升级,加快产业结构调整,竞争力的主动选择。珩磨油缸管适度压减生产能力,不仅不会影响珩磨油缸管的竞争力,珩磨油缸管你就可以得到了结构调整,产品升级进一步,企业竞争力。记者为加快实现产品与用户的升级,从普通的产品逐渐退出一个显著机会的珩磨油缸管产能目标珩磨油缸管低循环珩磨油缸管和同质化珩磨油缸管价格战珩磨油缸管和珩磨油缸管压减生产能力,提率珩磨油缸管。
珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。
厚壁油缸管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了厚壁油缸管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质薄壁气缸管内表面磨损处理方法 薄壁气缸管存在较深纵向拉痕的,按照实物进行测绘,由专业生产厂俺珩磨管制造工艺重新生产进行更换,近资料显示,可运用TS311减磨修补修复珩磨管。减磨修补剂主要用于对磨损、划伤金属零件的修复。油缸珩磨管修复过程中,用合金刮刀在划伤表面剔除深度为1mm以上的沟槽,然后用丙酮清洗沟槽表面,用珩磨管内径仿形板调好的TS311减磨修补剂敷涂于打磨好的表面上,用力刮平,确保压实,并高于珩磨管内表面,待固化后,打磨并留出精加工余量。后通过研磨使珩磨管整体尺寸、行位公差、粗糙度达到要求。
绗磨管工厂-厂家_九冶管业(昭通市大关县分公司),固定电话:【0527-88266888】,移动电话:【0527-88266888】,联系人:李经理,丁块工业园。















